

酸洗车间酸雾废气处理——酸雾净化塔
在钢铁、有色金属加工等行业的酸洗车间,盐酸、硫酸、硝酸等酸液与金属表面反应时,会挥发产生大量含酸性物质的雾状废气(简称 “酸雾”)。这些酸雾不仅具有强烈腐蚀性,还会污染大气、危害人体健康,甚至损坏生产设备。酸雾净化塔作为针对性处理酸雾的核心设备,通过化学吸收原理实现废气净化,在酸洗车间废气治理中应用广泛,以下从废气来源及危害、酸雾净化塔的应用、处理工艺及优势四方面展开介绍。
一、酸洗车间酸雾废气的来源及危害介绍
酸洗车间酸雾废气的产生集中在酸洗加工全流程。其一,金属工件浸泡于酸液时,酸与金属氧化物、锈蚀层反应,会释放出氯化氢(盐酸雾)、二氧化硫(硫酸雾)、氮氧化物(硝酸雾)等酸性气体,部分气体遇空气冷凝形成雾滴;其二,酸洗后工件水洗、钝化环节,残留酸液挥发或随水雾飞溅,形成二次酸雾;其三,酸液储存罐、输液管道因密封不严,或酸液搅拌、转移时的机械扰动,也会导致酸雾逸散。
酸雾废气的危害极具破坏性。从人体健康来看,酸雾会强烈刺激呼吸道黏膜,引发咽痛、咳嗽、支气管炎等疾病,长期接触还可能损伤肺功能;酸雾若接触皮肤或眼睛,会造成化学灼伤,严重时导致组织坏死;从环境角度,酸雾排放后会与大气中的水汽结合形成酸性降水,破坏土壤、水体生态,腐蚀建筑与植被;从生产角度,酸雾会附着在设备表面,加速设备锈蚀,缩短使用寿命,同时还会污染车间内的仪表、电路,增加设备故障风险,影响生产效率。
二、酸洗车间酸雾废气:酸雾净化塔
酸洗车间酸雾以酸性气体(如 HCl、H₂SO₄雾滴)为主,具有易溶于水、可与碱性物质反应的特性,酸雾净化塔正是利用这一特点,通过 “吸收 - 中和” 反应实现废气净化。净化塔内填充高效填料,使酸雾与碱性吸收液(如氢氧化钠溶液、碳酸钠溶液)充分接触,酸性物质与碱发生中和反应,生成无害的盐类和水,从而达到去除酸雾的目的。

酸雾净化塔在酸洗车间应用灵活,可根据车间规模、酸雾排放量定制设计:对于小型酸洗线或单台酸洗槽,可采用立式小型净化塔,直接对接局部集气罩,实现 “点对点” 处理;对于大型酸洗车间或多生产线集中区域,可通过集气管道汇总各点位酸雾,引入卧式或多塔串联的大型净化系统,确保全面收集处理。此外,净化塔可根据酸雾成分调整吸收液类型(如处理盐酸雾用 NaOH 溶液,处理硫酸雾用 Na₂CO₃溶液),并通过自动加药系统控制吸收液浓度,确保在不同酸雾工况下均能稳定达标,满足《大气污染物综合排放标准》(GB 16297-1996)及地方环保要求。
三、酸洗车间酸雾废气处理工艺说明
酸洗车间酸雾采用酸雾净化塔的处理工艺流程清晰,核心步骤包括:
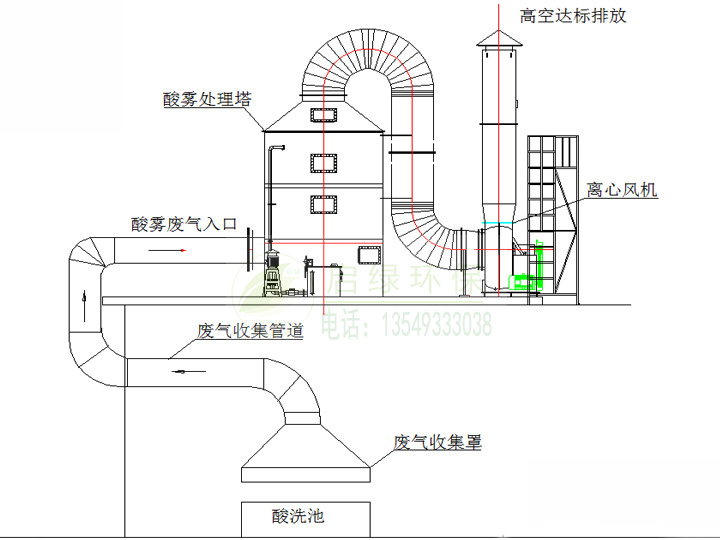
酸雾收集与导入环节:首先,在酸洗槽、酸液储罐、水洗槽等酸雾产生点上方设置密封或半密封集气罩(如槽边吸罩、顶吸罩),通过负压风机产生的吸力,将逸散的酸雾引入耐腐蚀集气管道(通常为 PP 管或玻璃钢管道),避免酸雾在车间内扩散。管道设计需考虑坡度,防止冷凝酸液堆积堵塞,同时设置检修口,便于定期清理。
预处理环节:若酸雾中夹杂金属粉尘、焊渣等固体杂质,需先经过预处理单元 —— 通常为旋风分离器或喷淋预处理塔,去除大颗粒杂质,避免杂质堵塞净化塔填料或污染吸收液,影响后续中和反应效率。对于温度较高的酸雾(如酸洗后工件带出的热酸雾),可通过换热器降温至 40℃以下,提升吸收液对酸雾的溶解能力。
核心中和吸收环节:预处理后的酸雾进入酸雾净化塔主体。塔内自上而下喷淋碱性吸收液,酸雾从塔体下部进入,自下而上通过填料层(如 PP 多面空心球、玻璃钢波纹填料)。填料层增大了酸雾与吸收液的接触面积,使酸雾中的酸性物质与碱液充分混合:例如,HCl 与 NaOH 反应生成 NaCl 和 H₂O,H₂SO₄与 Na₂CO₃反应生成 Na₂SO₄、CO₂和 H₂O。为确保反应充分,部分净化塔采用 “逆流 + 错流” 双重接触设计,延长酸雾与吸收液的接触时间,提升去除效率。
气液分离与尾气排放环节:中和反应后的气体携带部分吸收液雾滴,需进入塔顶部的除雾器(如折流式除雾器、丝网除雾器),去除气体中的液滴,防止尾气带水造成二次污染(如腐蚀排气筒或污染周边设备)。净化后的尾气经在线监测仪(监测 pH 值、酸雾浓度)检测达标后,通过排气筒高空排放(通常高度不低于 15 米)。
吸收液循环与废液处理环节:净化塔底部设有循环水箱,未反应完全的吸收液可通过循环泵重新输送至喷淋系统,实现重复利用,降低药剂消耗;当吸收液 pH 值降至设定值(通常为 7-8,表明碱度不足)或盐浓度过高时,需排出部分废液,同时通过自动加药系统补充新的碱性药剂。排出的废液需进入车间污水处理站,经中和、沉淀处理达标后排放,避免二次污染。
四、酸洗车间酸雾废气处理优势
酸雾去除效率高:酸雾净化塔通过填料层强化气液接触,对酸洗车间常见的 HCl、H₂SO₄雾、NOₓ等酸雾去除率可达 95% 以上,能有效降低尾气中酸雾浓度,确保排放浓度远低于国家标准,显著改善车间及周边空气质量,减少酸雾对人体和设备的危害。
针对性强,适应性好:可根据酸雾成分(如单一酸雾或混合酸雾)灵活调整吸收液类型,针对不同酸洗工艺(如盐酸酸洗、硫酸酸洗)定制方案;同时,净化塔处理风量范围广(从几百到几万 m³/h),能适应酸洗车间酸雾排放量的波动,尤其对高浓度酸雾(如酸洗槽直接逸散的浓酸雾)处理效果稳定。
设备耐腐蚀性强,运行可靠:净化塔主体及内部部件(填料、喷淋管、除雾器)多采用耐腐蚀材料(如 PP、PVC、玻璃钢),可耐受强酸腐蚀,避免设备因酸雾侵蚀损坏;设备结构简单,无复杂运动部件,故障率低,日常仅需维护循环泵、加药系统,使用寿命可达 5-8 年,能长期稳定保障酸洗车间生产。
运行成本低,经济性优:吸收液(如 NaOH、Na₂CO₃)价格低廉,且通过循环利用减少药剂消耗;设备运行能耗主要为风机和循环泵的电能,能耗较低;日常维护仅需定期补充药剂、清理填料和管道,无需高额维护费用,相比吸附法、焚烧法等工艺,更适合中小型酸洗企业。
操作简单,自动化程度高:现代酸雾净化塔配备自动加药系统、pH 在线监测仪、液位控制器等,可实时监控吸收液浓度、循环液液位,自动补充药剂和调整循环量,无需人工频繁操作;设备运行参数(如风量、喷淋量)可通过控制柜一键调节,操作门槛低,适合车间普通操作工管理。



综上,酸洗车间酸雾废气来源集中、危害突出,不仅威胁人体健康与生态环境,还会损害生产设备、影响企业运营,妥善处理酸雾是酸洗企业实现环保生产的关键。酸雾净化塔凭借高效的酸雾去除能力、针对性的中和反应设计、可靠的耐腐性能,成为酸洗车间酸雾治理的核心设备。其 “收集 - 预处理 - 中和吸收 - 气液分离 - 废液循环” 的完整工艺,能从源头控制酸雾污染,确保废气稳定达标。从处理效率、适应性、经济性等多方面考量,采用酸雾净化塔处理酸洗车间酸雾,既能帮助企业满足环保法规要求,降低设备腐蚀和人员健康风险,又能控制治理成本,为酸洗行业绿色、安全生产提供有力支撑。