

RCO 催化燃烧设备深度解析
在工业有机废气治理领域,RCO 催化燃烧设备凭借高效的净化能力和节能特性,成为处理中低浓度挥发性有机化合物(VOCs)的主流设备之一。该设备也被称为蓄热式催化氧化装置,通过催化氧化与蓄热回收技术的结合,实现了废气的达标排放与能源的循环利用。
一、RCO 催化燃烧设备工作原理详解
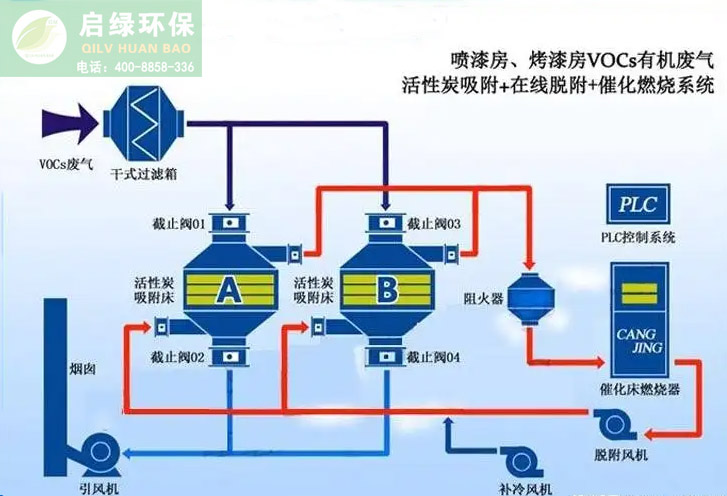
RCO 催化燃烧设备的工作过程主要分为预处理、催化氧化和热量回收三个环节。首先,废气在进入主体设备前,会经过预处理系统,去除其中的粉尘、颗粒物以及水分等杂质,避免这些物质附着在催化剂表面或堵塞蓄热体,影响设备的正常运行和处理效率。
预处理后的废气进入蓄热室,与蓄热体进行充分的热量交换。蓄热体通常由陶瓷材料构成,内部布满细小的通道,能极大地增加与废气的接触面积。此时,废气会被预热到一定温度,一般在 200 - 300℃之间,这一步骤能有效降低后续催化氧化所需的能耗。
预热后的废气进入催化反应室,在催化剂的作用下,有机废气中的碳氢化合物与氧气发生化学反应,在相对较低的温度(300 - 400℃)下就能被氧化分解为无害的二氧化碳和水。常用的催化剂有贵金属催化剂(如铂、钯)和非贵金属催化剂(如铜、锰的氧化物),它们能降低反应的活化能,加快反应速度。
反应产生的高温气体(通常在 400 - 600℃)会进入另一个蓄热室,将热量传递给蓄热体,自身温度降低后经烟囱排放。蓄热体吸收的热量会用于预热新进入的废气,如此循环往复,实现了热量的高效回收,使设备的能耗大幅降低。
二、RCO 催化燃烧设备适用场景与处理范围
RCO 催化燃烧设备适用于处理多种行业产生的有机废气,尤其在涂装、印刷、化工、电子、塑料、橡胶等行业表现出色。在涂装行业,喷漆车间产生的苯、甲苯、二甲苯等溶剂型废气,通过该设备处理后,净化效率可达 95% 以上,能满足严格的环保排放标准。
印刷行业中,油墨干燥过程释放的乙酸乙酯、乙醇等挥发性有机废气,成分相对单一且浓度稳定,非常适合采用 RCO 催化燃烧设备进行处理。化工行业的精细化工生产环节,会产生醛类、酮类、酯类等多种有机废气,该设备也能有效应对。

需要注意的是,RCO 催化燃烧设备更适合处理不含硫、铅、汞等易使催化剂中毒物质的废气,同时废气中颗粒物浓度需控制在一定范围内(通常要求低于 10mg/m³)。对于高浓度废气,可通过稀释等方式调整至适合处理的浓度范围后再进行处理。
三、RCO 催化燃烧设备性能优势与技术特性
RCO 催化燃烧设备具有诸多显著优势。
1、净化效率高,对大多数有机废气的净化效率能稳定保持在 95% 以上,远高于一些传统的处理方法,能确保废气达标排放,有效减少对环境的污染。
2、能耗低,由于采用了蓄热回收技术,设备的热回收率可达 90% 以上,在处理中低浓度废气时,甚至无需额外补充燃料,仅依靠反应自身产生的热量就能维持设备的正常运行,大大降低了运行成本。
3、安全性高,相比直接燃烧(如 RTO),催化燃烧的反应温度较低,不会出现明火燃烧的情况,且设备配备了完善的安全控制系统,包括温度监测、压力监测、防爆装置等,能有效避免火灾、爆炸等安全事故的发生。
在技术特性方面,设备的催化剂具有较长的使用寿命,在正常使用和维护情况下,贵金属催化剂的使用寿命可达 2 - 3 年,非贵金属催化剂也能达到 1 - 2 年。设备的自动化程度高,采用 PLC 控制系统,可实现废气处理过程的全自动运行,包括温度控制、风量调节、故障报警等,减少了人工操作和管理成本。

此外,RCO 催化燃烧设备的占地面积相对较小,对于场地紧张的企业来说更为适用。同时,设备的操作简便,启动时间短,从冷态启动到正常运行通常只需 30 - 60 分钟,能快速响应生产需求的变化。