

污泥处理车间除臭|生物滴滤塔
污泥处理车间在污泥浓缩、脱水、堆放及外运过程中,会释放大量恶臭气体,主要成分为硫化氢、氨气、甲硫醇、挥发性脂肪酸等,这些气体异味浓烈、扩散性强,若不妥善处理,会严重恶化车间及周边环境,危害作业人员及居民健康。针对污泥处理车间废气 “高湿度、高浓度恶臭、含腐蚀性成分” 的特点,采用 “集气系统 + 预处理 + 生物滴滤塔” 的组合工艺,可实现高效除臭与稳定达标,且运行成本低、无二次污染。
一、污泥处理车间废气来源及危害
污泥处理车间废气主要来源于以下环节:
污泥浓缩:初沉污泥和剩余污泥在浓缩池内停留时,厌氧微生物分解有机物产生硫化氢(臭鸡蛋味)、氨气(刺激性气味),浓度随污泥停留时间延长而升高。
污泥脱水:板框压滤机、离心脱水机等设备在脱水过程中,污泥中的水分快速分离,夹带大量恶臭气体释放,其中硫化氢浓度可达 50-500mg/m³,甲硫醇浓度达 10-50mg/m³。
污泥堆放:脱水后的污泥(含水率 75%-85%)在暂存区堆放时,持续发生厌氧发酵,释放吲哚、粪臭素等强刺激性气体,异味扩散范围可达数十米。
设备清洗:清洗脱水设备和地面时,残留污泥中的有机物随水流挥发,形成间歇性恶臭废气,成分复杂且异味明显。
这些废气的危害显著:硫化氢是剧毒气体,短期接触会刺激眼、鼻、呼吸道,高浓度(≥1000mg/m³)可导致呼吸麻痹甚至死亡;氨气会损伤呼吸道黏膜,引发咳嗽、胸闷;甲硫醇、吲哚等恶臭物质虽毒性较低,但异味阈值极低(甲硫醇阈值 0.0001mg/m³),会引发头晕、恶心,影响人体神经系统。长期暴露于恶臭环境中,还可能导致心理不适和工作效率下降。此外,硫化氢、氨气具有腐蚀性,会加速设备老化;恶臭气体排放至周边环境,会引发居民投诉,影响企业形象。
二、污泥处理车间废气处理工艺
针对污泥处理车间废气 “高湿度(80%-95%)、高浓度恶臭、含硫含氮化合物为主” 的特性,采用的治理工艺为:废气经集气系统收集后,先通过预处理去除粉尘和调节湿度,再进入生物滴滤塔,利用微生物的代谢作用将恶臭物质分解为无害物质,最终经排气筒达标排放。
三、污泥处理车间废气处理(生物滴滤塔)工艺说明
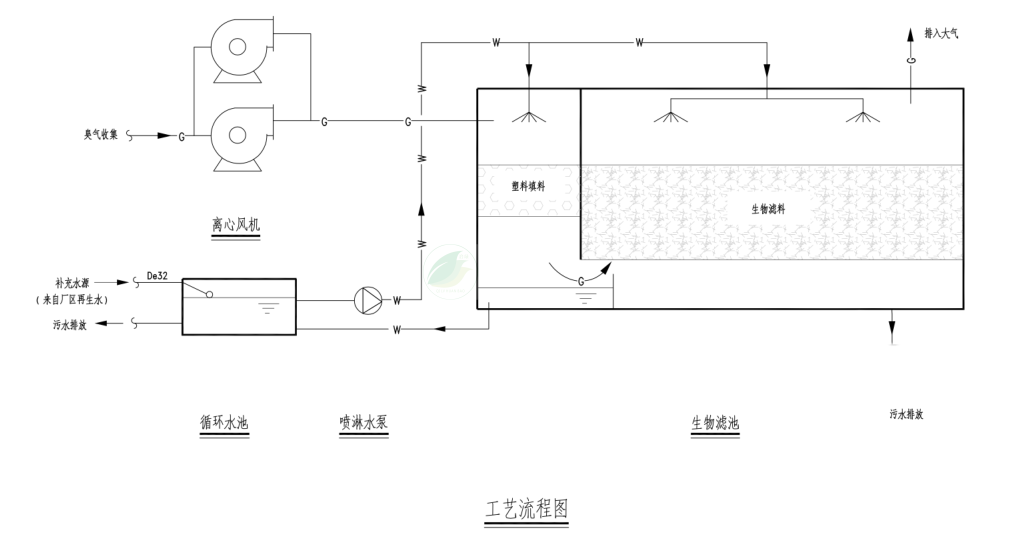
集气系统:
浓缩池与脱水机集气:浓缩池顶部加盖密闭(采用玻璃钢盖板,耐酸碱腐蚀),盖板边缘与池体密封连接,形成负压空间(-5 至 - 10Pa);脱水机设置局部密闭罩,罩体覆盖设备操作面≥90%,通过管道连接引风机,确保废气收集率≥95%。
污泥堆放区集气:暂存区采用半封闭设计,顶部安装悬挂式集气罩(每 50㎡1 个),配合侧吸风幕,形成立体捕集空间,风速控制在 0.5-1m/s,有效收集扩散的恶臭气体。
管道设计:主管道采用 PVC 或玻璃钢材质(耐硫化氢、氨气腐蚀),管径根据总风量计算(风速 10-12m/s),设置坡度和冷凝水排放口,避免水汽积聚和管道腐蚀。
预处理系统:
除尘过滤:收集的废气先进入格栅过滤器,拦截污泥颗粒和粉尘(粒径≥10μm),防止堵塞生物滴滤塔的填料层,过滤效率≥90%。
湿度调节:对于含水率较低的废气(如冬季干燥环境),通过喷淋增湿装置将湿度提升至 80% 以上,为微生物代谢创造适宜环境;对于过饱和废气(含大量水汽),经折流板除雾器去除游离水分,避免填料层积水。
pH 调节:若废气中氨气浓度过高(pH≥9),通过酸性洗涤塔(采用 1%-3% 硫酸溶液)中和部分氨气,将进气 pH 控制在 7-8;若硫化氢浓度过高(pH≤5),则通过碱性洗涤塔(采用 1%-2% 氢氧化钠溶液)调节,确保进入生物塔的废气 pH 稳定在 6-9。
生物滴滤塔:
主体结构:采用圆柱形塔体(材质为玻璃钢或 316L 不锈钢),高度 6-10m,直径根据处理风量设计(空塔气速 0.5-1.0m/s)。塔内填充聚氨酯泡沫、陶粒或火山岩等多孔填料(比表面积≥200m²/m³,孔隙率≥80%),为微生物提供附着载体。
微生物驯化:接种专性除臭微生物(如硫氧化菌、氨氧化菌、假单胞菌等),通过连续通入废气和营养盐(氮、磷、钾比例 100:5:1),驯化出适应污泥恶臭成分的微生物群落。硫氧化菌可将硫化氢转化为硫酸盐,氨氧化菌将氨气转化为硝酸盐,异养菌分解甲硫醇、吲哚等为二氧化碳和水。
运行控制:塔顶喷淋系统将循环液(含营养盐的清水)均匀喷洒在填料层顶部,液体在填料表面形成生物膜,与上升的废气充分接触(气液接触时间≥30 秒)。循环液 pH 通过在线监测仪控制(自动添加酸 / 碱调节),温度维持在 25-35℃(冬季可通过加热装置保温),确保微生物活性。塔底设置集液槽,循环液经水泵加压回流至塔顶,循环利用率≥95%。
净化排放:经生物滴滤塔处理的气体经离心风机(防腐型)加压,通过 15 米以上排气筒排放,排放口安装恶臭在线监测仪(监测硫化氢、氨气、臭气浓度),确保硫化氢浓度≤0.06mg/m³,氨气浓度≤1.5mg/m³,臭气浓度≤20(无量纲),符合《恶臭污染物排放标准》(GB 14554-93)。
控制系统:采用 PLC 全自动控制,实时监测进气 / 出气浓度、塔内温度、pH 值、液位等参数,自动调节喷淋量、风机频率和营养盐添加量。设置超标报警装置,当出口恶臭浓度超标时,自动启动应急排风系统,确保排放稳定达标。
四、污泥处理车间废气处理设备优势
除臭效率高:生物滴滤塔对硫化氢、氨气的去除率≥95%,对甲硫醇、吲哚等复杂恶臭物质的去除率≥90%,处理后废气无明显异味,臭气浓度远低于国家标准。
适应高负荷废气:针对污泥处理车间恶臭浓度波动大(硫化氢 50-500mg/m³)的特点,通过优化填料结构和微生物群落,系统抗冲击负荷能力强,可稳定运行。
运行成本低:主要能耗为风机和循环水泵(吨废气处理能耗≤0.1kWh),无需添加化学药剂(仅需少量营养盐),运行成本约 0.05-0.1 元 / 立方米废气,远低于化学洗涤法。
无二次污染:恶臭物质被微生物彻底分解为无害的硫酸盐、硝酸盐、二氧化碳和水,不产生废水、废渣等二次污染物,符合绿色环保要求。
维护简便:设备结构简单,无易损部件,日常维护仅需定期检查填料层(防止堵塞)、补充营养盐和清理集液槽,工人经简单培训即可操作。
耐腐蚀性强:塔体和管道采用耐酸碱材质,可长期承受硫化氢、氨气的腐蚀,设备使用寿命≥8 年,运行稳定可靠。
五、除臭工程案例



若您的污泥处理车间存在恶臭治理需求,欢迎联系启绿环保 137-1272-5152,我们将根据污泥处理量和废气特性,提供定制化除臭解决方案。